回転式摩擦溶接
回転摩擦溶接は、固体状態で行われる圧接の一種で、摩擦熱を利用して圧力を加え、接合する方法です。
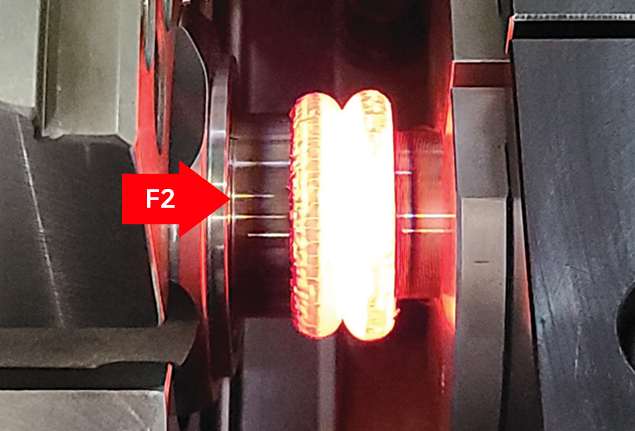
回転する素材が、固定された素材に1次圧力(Friction Pressure)を加えながら接触させると、接触面での摩擦によって熱が発生しますが、このとき接触面では、酸化物のような不純物は、バリ(Burr)の形で除去されます。
接触面が摩擦熱によって塑性変形されると、回転を停止してから2次圧力(Forge Pressure)を加えて接合させますが、このとき2つの材料が原子間の引力、または拡散によって強く結合されます。
作業過程
-
STEP 01. 素材の固定及び回転
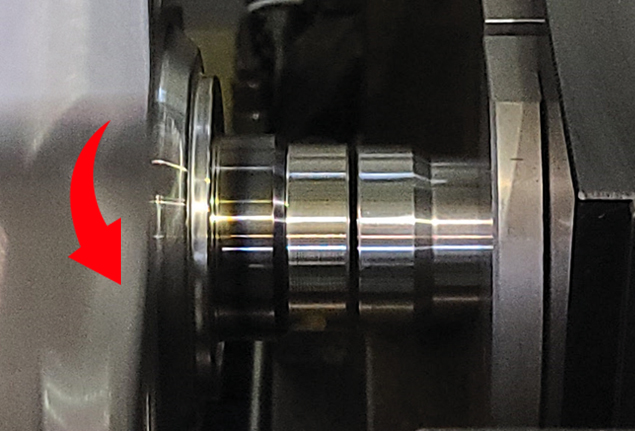
高速で回転する素材と固定された素材に、1次圧力を加えながら接触させます。
-
STEP 02. 摩擦加圧
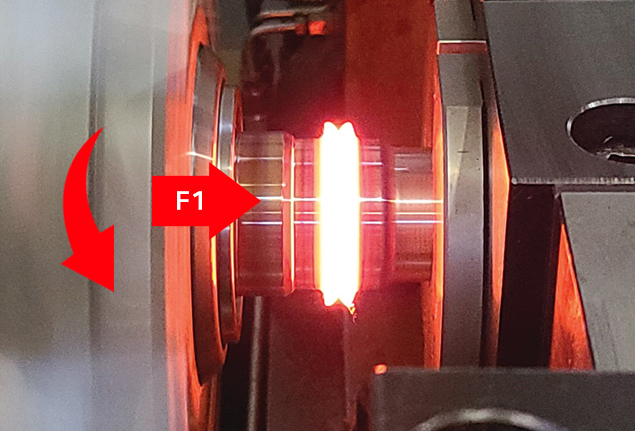
圧力がかかり続けると、触れ合う接触面で摩擦熱によって塑性変形が発生します。
-
STEP 03. 鍛造加圧及び完了
回転を停止した後、触れ合った素材に、瞬間的に強い2次圧力を加えます。
摩擦溶接のメリット
摩擦溶接は品質と生産性を向上させるソリューションです。
-

品質向上
- · 従来の溶接方式で発見される欠陥(気孔、スパッタなど)がありません。
- · 接合面の全体が結合されるため、安定した接合強度を得ることができます。
- · 熱影響部が少ないため、硬化部位を最小限に抑えることができます。
- · 熱が均一に拡散されるため、熱変形が少なく、高い寸法の精度を得ることができます。
-

生産コストの削減
- · 溶接棒やガスのような消耗品が必要なく、特別な改善加工を必要としません。
- · 部品の軽量化及び最適化により、材料費、加工費、鍛造費用を削減することができます。
- · 異種金属及び非鉄金属の接合が可能であるため、様々な材料の組み合わせが可能です。
- · 他の溶接に比べ、エネルギーの消費が5〜20%の水準で少ないです。
-

生産効率の向上
- · 操作が簡単で、特別な技術を必要としません。
- · 機械制御を介し、一貫して反復的な再現性を実現します。
- · 溶接結果についてのリアルタイムのモニタリングと、保存されたデータを通じた不良品の分析が可能です。
- · 溶接時間が非常に短いです。
- · 自動化装置の取り付けにより無人化が可能で、設備稼働率を向上させることができます。
-

環境改善
- · 消耗品やガスなどを必要としないため、自然環境の保護に貢献します。
- · 有害ガスやスパッタ、眩しさなどがほとんどなく、環境に優しいです。
- · 他の溶接に比べて二酸化炭素の排出量が半分の水準です。
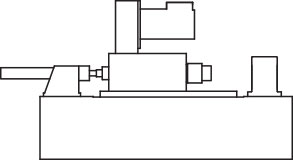
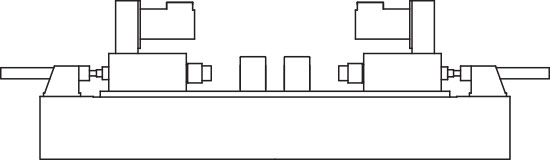
基本摩擦溶接の装置
油圧摩擦溶接機
| 技術データ |
8 SF/DF |
15 SF/DF |
30 SF/DF |
60 SF/DF |
100 SF/DF |
125 SF/DF |
| 最大鍛造推力 |
Ton |
8 |
15 |
30 |
60 |
100 |
125 |
| 主軸モータ |
kW |
17.5 |
22 |
37.5 |
55 |
90 |
112 |
| 最大回転数 |
RPM |
3,000 |
2,500 |
2,000 |
1,300 |
1,000 |
1,000 |
| 溶接能力(軟鋼丸棒) |
mm |
4~28 |
8~38 |
20~50 |
25~80 |
45~100 |
50~125 |
| 最大溶接面積(軟鋼丸棒) |
mm² |
600 |
1,100 |
2,000 |
5,000 |
7,850 |
11,500 |
CNC摩擦溶接機(サーボ位相制御)
| 技術データ |
CNC 5SF/DF |
CNC 8SF/DF |
CNC 12SF/DF |
CNC 22SF/DF |
| 最大鍛造推力 |
Ton |
5 |
8 |
12 |
22 |
| 位相角 |
Angle |
±0.5° |
±0.5° |
±0.5° |
±0.5° |
| 最大回転数 |
RPM |
3,000 |
2,500 |
2,000 |
2,000 |
| 溶接能力(軟鋼丸棒) |
mm |
6~20 |
8~25 |
10~30 |
15~45 |
| 最大溶接面積(軟鋼丸棒) |
mm² |
350 |
500 |
800 |
1,500 |
摩擦溶接接合部の形状
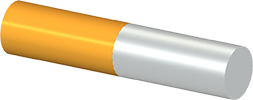
Bar to Bar
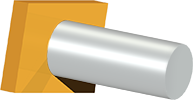
Bar to Plate
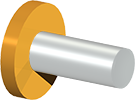
Bar to Disk
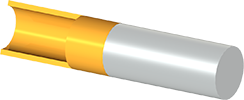
Tube to Bar
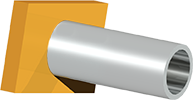
Tube to Plate
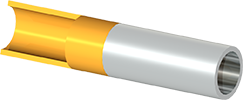
Tube to Tube